Imprimante de pâte à souder entièrement automatique H1200
01
H1200 répond aux exigences du processus d'impression grand format 1200 * 350 mm
02
En utilisant un éclairage annulaire uniforme et une lumière coaxiale à haute luminosité, avec une fonction de réglage de la luminosité promise, tous les types de points de marquage peuvent être bien reconnus (y compris les points de marquage robustes), applicables pour l'étamage, le cuivre, le placage à l'or, la pulvérisation d'étain, le FPC et autres types PCB avec des couleurs différentes.Avec le modèle mathématique breveté GKG, capable de garantir une grande précision
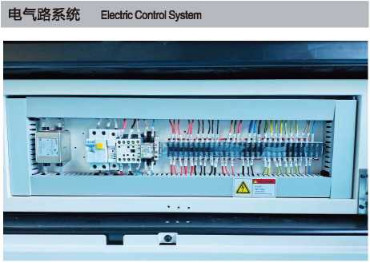
Distribution sûre et ordonnée du circuit électrique et du circuit de gaz Le circuit électrique et le circuit de gaz sont positionnés verticalement sur les deux côtés et à l'arrière de la machine, ce qui est facile à vérifier et à réparer.
03
04
La machine adopte l'interface d'exploitation Windows XP/win7 avec le logiciel convivial GKG.Chinois/anglais sélectionnable, menu/journal d'exploitation/enregistrement de panne/diagnostic de panne/analyse d'erreur/alarme lumineuse, etc.


Le système 2D détecte immédiatement les défauts de dépôt de pâte à souder tels que la déviation de la pâte Jack, les erreurs de pâte, les joints de pâte, etc.
05
06
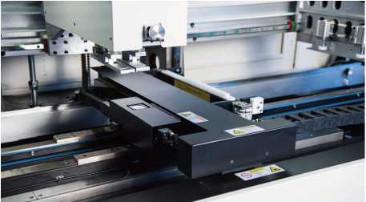
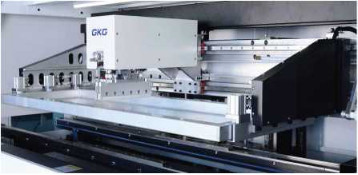
Plate-forme longue unique et conception fixe de piste, pour assurer un support stable PCB. Impression horizontale de raclette courte, stabilité de la pression, économise la pâte à souder.
Caractéristiques:
Monteur modulaire intelligent et rapide
| Article | H1200 | |
| Répéter la précision de la position | ±0,01 mm (les données et la méthode de test sont disponibles) | |
| Précision d'impression | ±0,025 mm (les données et la méthode de test sont disponibles) | |
| Vitesse d'impression/temps de cycle | <10s (exclure l'impression et le nettoyage) | |
| Changement de produits | <5Min | |
| Taille du pochoir d'écran/Min-Max | 720mm X300mm-1500mm X750mm | |
| Taille/épaisseur du pochoir d'écran | 20mm ~ 40mm | |
| Taille du PCB/Min-Max/Épaisseur | 80X50mm-1200X350mm/0.8~6mm | |
| Taux de gauchissement des PCB | <1% (Basé sur la longueur diagonale) | |
| Taille du bas du tableau | 15 mm (configuration standard), 25 mm | |
| Taille du bord de la planche | 3mm | |
| Hauteur du convoyeur | 900 ± 40 mm | |
| Direction du convoyeur | Gauche droite;Droite gauche;Gauche-Gauche ;Droite-Droite | |
| Vitesse du convoyeur | 100-1500 mm/sec Contrôle programmable | |
| Positionnement du tableau | Système de support | Goupille magnétique/Bloc de support latéral/Goupille automatique flexible (en option) |
| Système de serrage | Serrage latéral élastique/buse à vide/réglage de la table dans la direction Z de type extension | |
| Tête d'impression | Deux têtes d'impression motorisées indépendantes | |
| Vitesse de la raclette | 6 ~ 300 mm/sec | |
| Pression de la raclette | Contrôle logiciel 0-10 kg (retour de pression en boucle fermée), valeur de pression visible | |
| Angle de raclette | 60°(Standard)/55°/45° | |
| Type de raclette | La raclette en acier (standard), la raclette en caoutchouc et d'autres types de raclette doivent être personnalisées. | |
| Vitesse de séparation des mailles d'acier | Contrôle programmable de 0,1 à 20 mm/s | |
| Méthode de nettoyage | Type sec, type humide, type sous vide (combinaison programmable de méthodes de nettoyage) | |
| Plage de réglage du tableau | X/Y : ±10 mm ; θ : ±2° | |
| Type de point de référence | Forme géométrique standard du point de référence, du plot de liaison/trou du pochoir | |
| Système de caméra | Caméra numérique unique pour système de vision vers le haut/bas | |
| Pression de l'air | 4~6Kg/cm2 | |
| Consommation d'air | Environ 0,07 m3/min | |
| Methode de CONTROLE | Contrôle PC | |
| Source de courant | C.A. : 220 ± 10 %, 50/60 Hz 1Φ 1,5 kW. | |
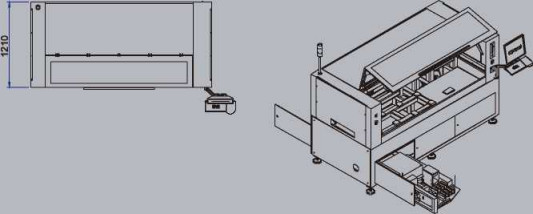
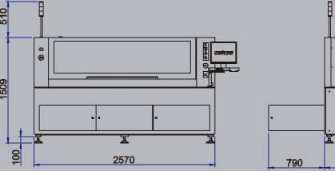
| Dimensions/poids de la machine | Cela dépend exactement du modèle | |
| Température de fonctionnement | -20°C ~ +45°C | |
| Humidité de fonctionnement | 30%~60% | |